Why Laser Battery Welding Is More Complex Than It Looks
Laser welding has become the backbone of modern EV battery and energy storage
manufacturing. From cell tabs and busbars to terminals and housings, lasers enable highspeed, low-distortion joining that traditional welding methods cannot match.
At first glance, laser battery welding may seem simple.
- Customized gantry dimensions based on battery module size
- Precision motion for cell-to-busbar and terminal welding
- Advanced vision systems for weld position correction
- Integrated press-and-weld systems to reduce air gaps
- In-built conveyor for automated line integration
- Upgradable with Inline Weld Monitoring System
- Integrated cooling, fume extraction and safety enclosures
But in reality, it is one of the most demanding and safety-critical joining processes in battery
manufacturing. Even micron-level variations in components or process conditions can affect
electrical conductivity, mechanical strength, thermal behaviour and long-term battery safety.
The factors influencing weld quality can be grouped into five core areas: Materials,
Geometry, Tooling, Laser process, Automation and Monitoring.
1. Cell-to-Cell Height Variation and Geometry
In real battery production, no two cells are perfectly identical. Variations arise from
manufacturing tolerances, stacking errors, material and busbar inconsistencies.
Laser welding is extremely sensitive to focus position. Small changes in cell height or joint
geometry can cause the laser focal point to shift away from the optimal plane.
Impact on weld quality:
- Inconsistent penetration depth
- Wider or unstable weld pools
- Increased spatter and porosity
- Reduced electrical and mechanical strength
Without active height compensation, these variations can result in weak or latent defects
that only appear after cycling.
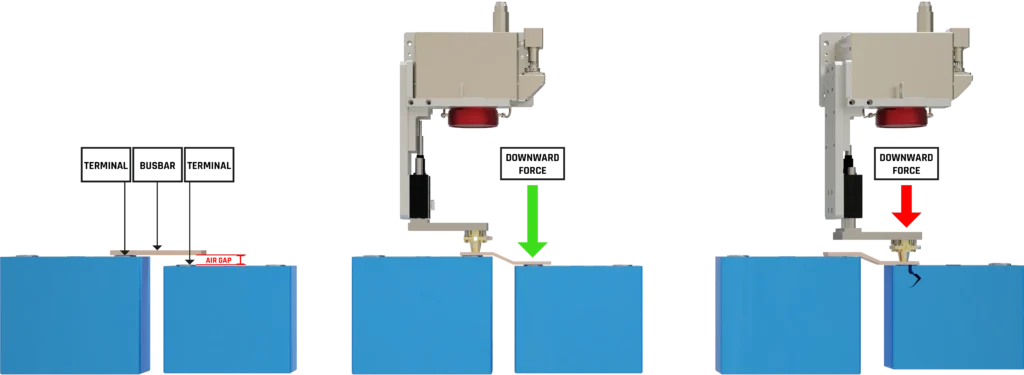
2. Assembly Accuracy and Fit-Up Quality
Proper joint fit-up is essential for stable laser welding. Misalignment between tabs, busbars
and cell terminals compromises weld integrity of the joint.
Even microscopic air gaps between joining surfaces can act as thermal barriers, preventing
consistent keyhole formation.
Impact on weld quality:
- Incomplete fusion
- High electrical resistance
- Irregular weld geometry
- Increased reject rates
Precision assembly and consistent positioning are critical for repeatable results.
3. Material Type, Coatings and Variability
Battery welding involves challenging materials such as Copper, Aluminum, Hilumin, Nickel,
Alloys and other plated substrates. These materials when welded together, differ
significantly in reflectivity, melting point and thermal conductivity.
Dissimilar metal joints further complicates the process due to uneven melting behaviour and
metallurgical incompatibility (low miscibility).
Impact on weld quality:
- Back reflection and unstable absorption of laser energy
- Formation of brittle intermetallic compounds (IMCs), hot cracks, porosities and uneven mixing of metals
- Reduced joint strength and increased contact resistance
Material batch variations and coating thickness inconsistencies can also shift the welding
process window considerably.
4. Surface Condition and Cleanliness
Laser welding requires clean, oxide-free surfaces. Contaminants such as oil, moisture, dust
or oxide layers interfere with laser energy absorption and molten pool stability.
Trapped contaminants can vaporize during welding, resulting in increased spatters and
results in internal voids and porosity
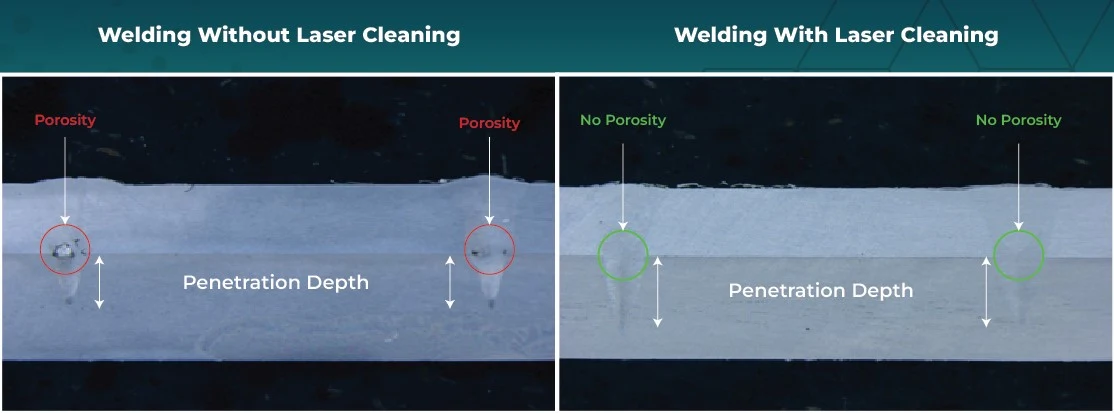
Impact on weld quality:
- Gas cavities, voids and porosity
- Excessive spatter generation
- Reduced joint strength and increased contact resistance
Consistent cleaning and controlled production environments are essential.
5. Tooling plays a defining role in battery laser welding.
Poorly designed fixtures or non-uniform clamping forces can introduce air gaps, distort
components and cause positional variation during welding.
Tooling systems without vision or sensing feedback may struggle to accommodate part-topart tolerance variations, while insufficient or unstable clamping can allow component
movement and air-gaps during welding – resulting in inconsistent weld quality and
unacceptable defects.
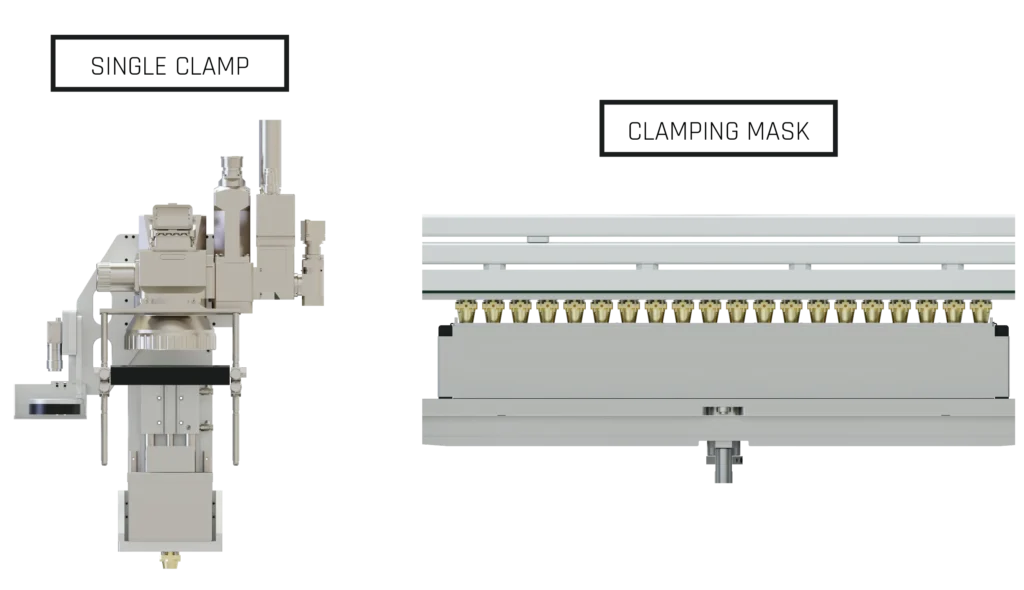
Impact on weld quality:
- Variable penetration and fusion
- Weld misplacement
- Electrical performance variability
A precision-engineered, thermally stable and compliant tooling is critical for consistent weld
quality in battery welding.
6. Laser Focus Position and Beam Delivery
The quality of a laser weld depends heavily on the type of laser, its beam quality, spot size
and focus stability.
Even slight deviations in focus caused by cell to height variations, optics contamination and
mechanical vibrations can significantly alter energy density at the weld joint.
Impact on weld quality:
- Over-penetration or lack of penetration
- Excessive heat-affected zone
- Inconsistent weld nugget geometry
Stable and defect free-optics, proper maintenance and focus monitoring are essential for
good battery welding.
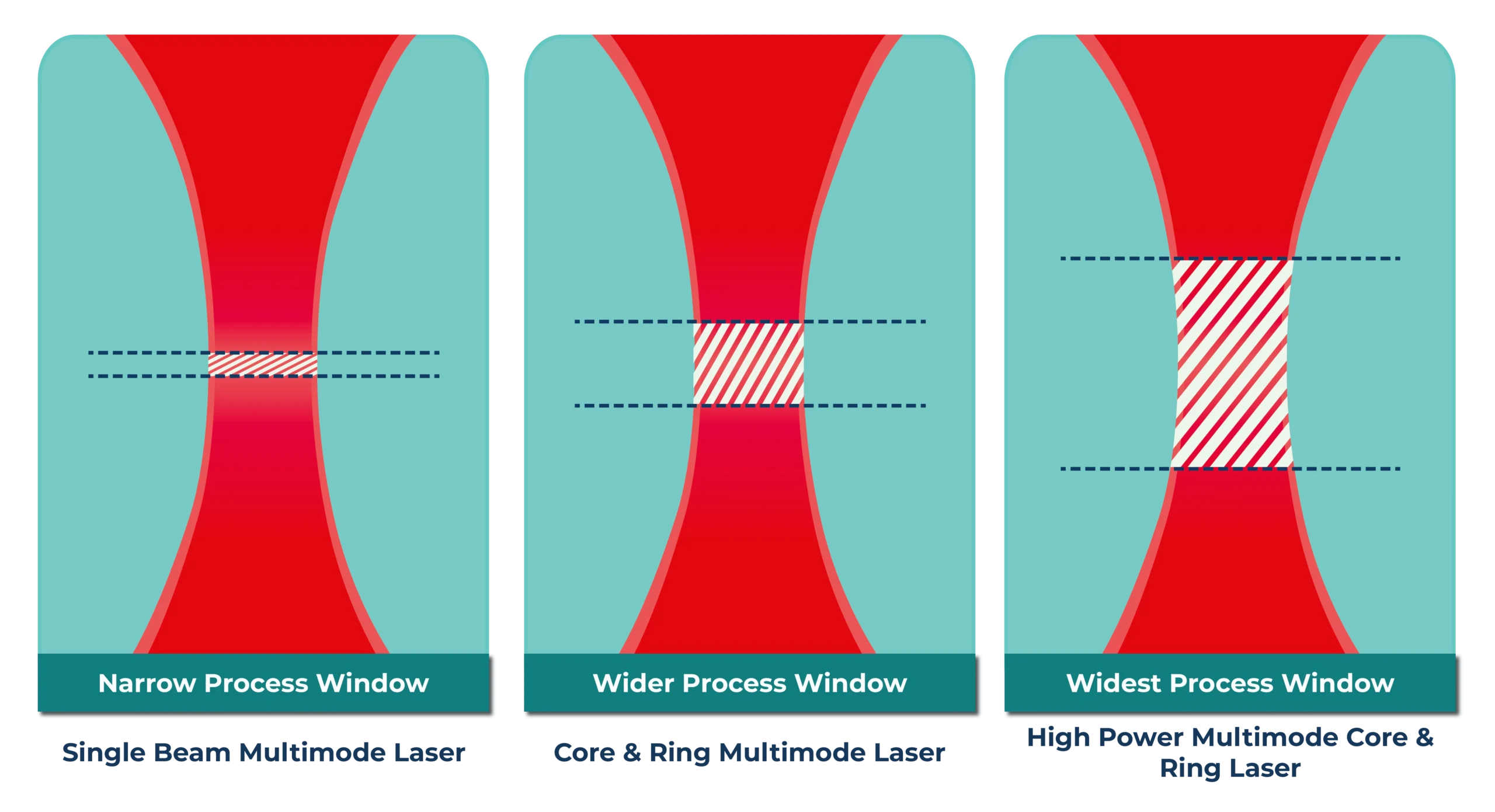
7. Laser Power Stability and Energy Control
Laser power stability refers to the ability of a laser source to deliver consistent output energy
over time. Battery laser welding demands highly precise and repeatable energy input, as
even small power fluctuations can destabilize the weld pool.
In addition, inconsistent pulse shaping can cause sudden energy spikes, leading to weld pool
instability and material ejection in the form of spatter.
Highly conductive materials such as copper and aluminum further increase process
sensitivity, requiring tight control over power ramps, pulse duration and peak energy to
achieve stable penetration and fusion.
Impact on weld quality:
- Porosity and micro-cracking
- Excessive spatter and metal ejection
- Inconsistent or variable penetration depth
Selecting a robust laser source with advanced power regulation, precise pulse shaping,
optimized beam control and beam shaping feature significantly improves process stability
and overall weld integrity.
8. Welding Speed and Motion Accuracy
Laser welding quality is directly influenced by travel speed and motion system accuracy.
Inconsistent speed, vibration or backlash in motion systems leads to uneven energy
distribution along the weld seam.
Impact on weld quality:
- Irregular weld bead
- Localized overheating or lack of fusion
- Poor repeatability across parts
High-precision motion systems are essential, especially in high-throughput battery assembly
lines.
9. Spatter and Particle Management
Spatter is not merely a cosmetic concern in battery laser welding. It consists of molten metal
droplets ejected from the weld pool that can adhere to surrounding surfaces and create
serious risks in battery manufacturing. Spatter represents material loss from the weld zone,
reducing the amount of material available for proper fusion and weakening the joint.
More critically, spattered metal particles can contaminate sensitive battery components,
increasing the risk of internal short circuits and long-term reliability issues.
Spatter generation is strongly influenced by energy density, focus stability, surface conditions
and shielding gas effectiveness.
Impact on weld quality:
- Material removal from weld zone
- Damage to separators and insulation layers
- Increased risk of internal electrical failure
As a result, spatter-minimized welding strategies are mandatory in battery applications to
ensure weld integrity, electrical safety and long-term performance. In addition, excessive
spatter can contaminate and damage welding optics, leading to reduced beam quality,
process instability and increased maintenance downtime.
10. Thermal Management and Heat Dissipation
Excessive heat input can damage nearby battery components or alter material properties. At
the same time, insufficient heat leads to poor fusion.
Impact on weld quality:
- Heat-affected zone growth
- Distortion of thin components
- Reduced mechanical strength
Thermal balance is critical for reliable battery welds.
11. Automation Stability and Repeatability
Battery welding systems operate continuously at high speeds. Any instability in automation –
such as vibration, backlash or inconsistent loading – directly affects weld quality.
Impact on weld quality:
- Positional errors
- Process variability
- Increased defect rates
Robust automation ensures repeatable performance over long production cycles.
12. Inline Monitoring and Process Control
Inline monitoring and process control in battery welding offer significant advantages
in quality assurance, cost efficiency and safety. By detecting flaws in real-time,
manufacturers can ensure a zero-defect target and create durable, reliable batteries
essential for electric vehicles and other applications.
Impact on production:
- 100% inspection and early detection of defects
- Reduced scrap and rework
- Improved traceability and compliance
- Enables immediate process adjustments
Process monitoring is no longer optional in battery welding. It has become an important tool
of battery laser welding systems.
Conclusion
In battery manufacturing, welding is no longer just a process step – it determines
performance, yield, and long-term reliability. As production volumes grow and designs
evolve, the margin for error shrinks. Success comes not from access to laser technology, but
from controlling its complexity at scale.
This is where Light Mechanics makes the difference. Whether you are developing a new
battery platform or scaling to high-volume production, the right laser welding system
transforms uncertainty into production confidence.
Light Mechanics partners with battery manufacturers to deliver application-specific laser
welding solutions that ensure consistent quality, stable throughput and long-term reliability.
Take the next step:
- Talk to our experts about your battery welding challenges
- Explore battery-first laser welding systems from Light Mechanics
Article By:
Shipra Sinha
(Director – Sales & Marketing)
LinkedIn: http://www.linkedin.com/in/shipra-sinha-50179961
(Director – Sales & Marketing)
LinkedIn: http://www.linkedin.com/in/shipra-sinha-50179961